
Как пользоваться паяльником для полипропиленовых труб
Паяльники для полипропиленовых труб используются для монтажа трубопроводов горячего и холодного водоснабжения, контуров отопления. Этот электроинструмент подключается к стандартной розетке на 220 В. Как работать с паяльником для полипропиленовых труб и какие параметры учесть при выборе этого оборудования — в этой статье.
Как работает паяльник для полипропиленовых труб
Основной рабочий элемент прибора — электрический нагревательный элемент. В некоторых моделях их может быть два с независимым включением. Это удобно при проведении работ при низких температурах. Также два нагревательных элемента нагревают рабочую поверхность паяльника быстрее, чем один.

Тепло передается массивному металлическому «утюгу», на котором устанавливаются пара или две пары насадок. Они закрепляются сквозным винтом. Две пары насадок позволяют одновременно работать с двумя разными диаметрами трубы. Например, при прокладке водопровода внутри квартиры. Магистральный участок выполняется более толстой трубой, внутренняя проводка — тонкой. Некоторые модели имеют возможность работы с диаметром до 110 мм.
Насадка для сварочного аппарата имеет важное значение для качества сварки труб. Для легкого отделения нагретой трубы производитель использует тефлоновое покрытие. Профессиональные мастера приобретают дорогие модели от европейских производителей и используют их на недорогих китайских или российских паяльниках. Срок службы насадок может оказаться выше, чем у самого аппарата.
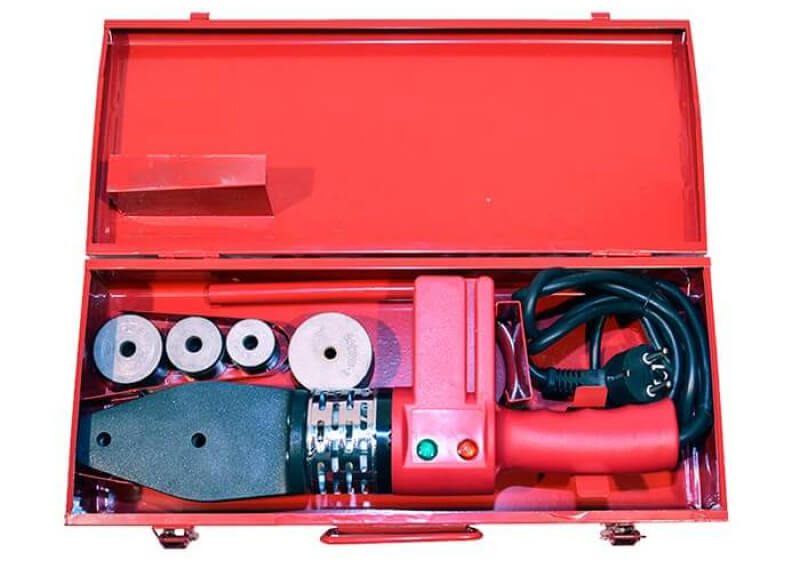
Большинство моделей сварочных аппаратов для пластиковых труб имеют съемную подставку. Такая конструкция применена для большей компактности. В собраном виде инструмент помещается в кейс для переноски. В нем также есть место для запасных насадок.
Элементы управления паяльником:
-
Тумблер/тумблеры включения нагревательных элементов. Комплектуются лампами или светодиодами для индикации состояния.
-
Выбор температуры нагрева. Может выполняться в виде поворотной ручки или кнопок с цифровым дисплеем.
-
Поворотная ручка таймера или выбор времени с помощью кнопок. Эта опция есть на дорогих моделях. Бюджетные не имеют таймера, время приходится отсчитывать самостоятельно. Опытные мастера используют для этого будильники с секундной стрелкой, которая при движении издает четкий звонкий звук.
В ходе работы с инструментом и его переноски легко сбить настройку. Особенно, если температура устанавливается поворотной ручкой. Опытные мастера фиксируют ее в нужном положении с помощью скотча. Выглядит такая конструкция не слишком презентабельно, но эффективно защищает от нарушения настройки.
Как сварить полипропиленовые трубы паяльником
Длина собственного кабеля сварочных аппаратов обычно составляет 1,5-2 метра, а в бюджетных версиях — 1,2 метра. Поэтому для удобной работы рекомендуется использовать удлинитель с выключателем и лампочкой индикации. Это позволяет быстро определить, что питание подано. Паяльник устанавливается на ножки вдали от приборов отопления, подключается к сети или удлинителю.
Ручкой или кнопками выставляется температура нагрева. Некоторые модели позволяют разогревать насадки до температуры выше 300 °С. Но для работы с обычными полипропиленовыми трубами достаточно 260 °C. Эксперты рекомендуют придерживаться значения, указанного производителем свариваемого типа трубы. Отклонение более ±5 °C может привести к неравномерному нагреву заготовки и нарушению параметров шва.
В аппарате установлен термостат, автоматически отключающий нагрев при достижении заданной температуры. Так определяется момент готовности к работе. Для достижения равномерного прогрева «утюга» профессионалы рекомендуют подождать еще 10 минут.
Спаиваемые заготовки: труба и фитинг закрепляются на насадках. При этом труба вставляется во внутреннее отверстие. Фитинг насаживается на насадку. Прикладывать чрезмерное усилие не рекомендуется. Если правильность установки фитинга можно контролировать визуально, то труба уходит в отверстие насадки.
Если при этом к ней приложены излишнее давление, на кромке может образоваться наплыв, затрудняющий пайку и снижающий пропускную способность трубопровода. Мастера рекомендуют нанести на конец трубы пометку на расстоянии 14-22 мм, в зависимости от диаметра. Для удобства можно использовать параметр «Глубина сварки» из этой таблицы.
|
Диаметр трубы, мм |
Глубина сварки, мм |
Время |
||
|
Нагрева, сек |
Стыковки, сек |
Остывания, мин |
||
|
16 |
13 |
5 |
4 |
3 |
|
20 |
14 |
5 |
4 |
3 |
|
25 |
16 |
7 |
4 |
3 |
|
32 |
20 |
8 |
4 |
4 |
|
40 |
21 |
12 |
6 |
4 |
|
50 |
22,5 |
18 |
6 |
5 |
|
63 |
24 |
24 |
6 |
6 |
Время нагрева также зависит от рабочего диаметра трубы и может определяться по этой же таблице. После этого обе заготовки снимают с насадок, стыкуют и выжидают несколько секунд. Можно ориентироваться на параметр «Время стыковки» в таблице выше. Перемещать или поворачивать заготовки в этот период нельзя. Это отрицательно скажется на качестве и надежности шва.
Если трубу и фитинг нужно соединить под определенным углом, на них предварительно наносится риска. Перед стыковкой визуально определяется, что метки совпали.
Продолжение работы возможно только после прохождения времени остывания. Параметр также зависит от рабочего диаметра соединяемых заготовок. Качество шва иногда можно определить визуально. В ходе работы не должно возникать наплывов, сужающих проходное отверстие трубопровода.
На долговечность шва влияет качество обработки кромок трубы на месте среза и равномерность прогрева заготовок перед соединением. Поэтому проводить работы при отрицательной температуре воздуха не рекомендуется. Концы заготовок должны быть очищены от загрязнений перед сваркой.
Автор статьи: техник-технолог Чулков Вячеслав Александрович
- Комментарии





